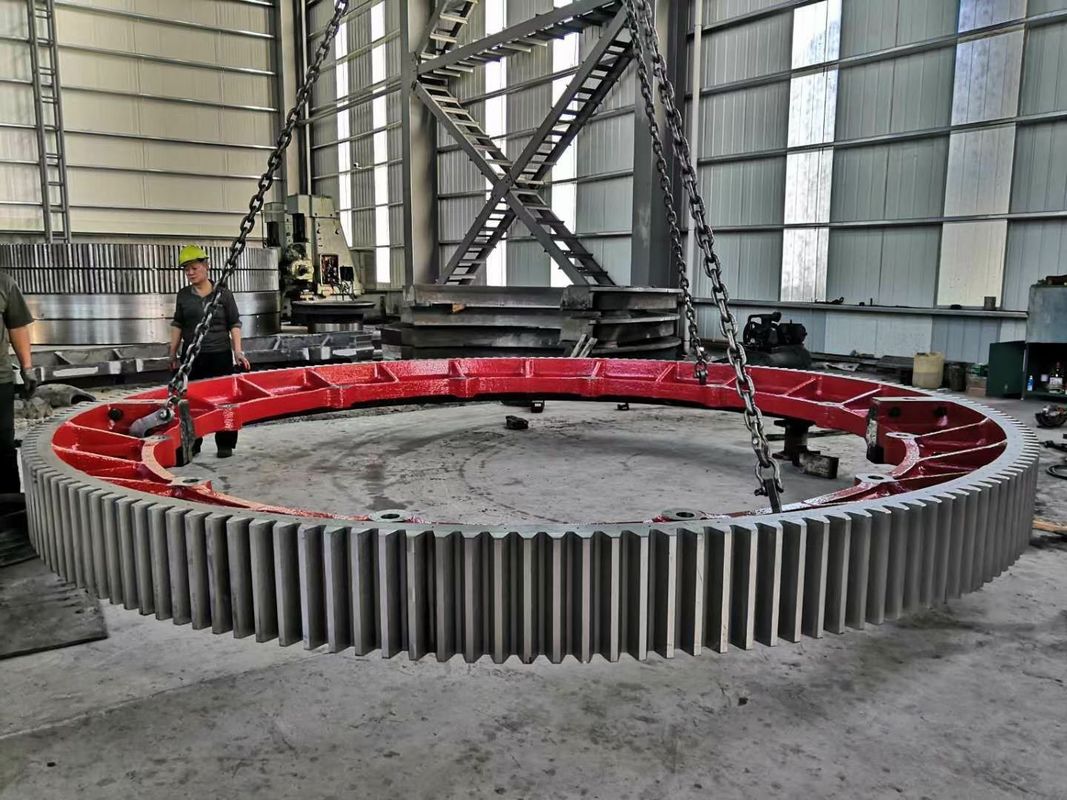
我々は,下記のように様々なプラントのためのキルン Girth Gearsの主要なサプライヤーです.
1スポンジ・アイアン・プラント 50TPD 100TPD 300TPD 350TPD 500TPD 1000TPD
2顧客の要求に応じてセメント工場
3フォスファート鉱山の機械,アルミニウム工場,カオリン・ベントンイト
切断能力:
1. 100mm直径から16000mm直径
210モジュールから70モジュール
キルン回りギアには主に2部,4部,8部またはマルチセグメントで,ギアの適用の要件と適性に応じて提供されています.研磨工場部品の分野工場頭,入口,磨きロール,セメント炉の乗用リング,鋳造歯車,シャフトブロック.また,溶接構造や製造物の工場シェルも供給しています.
品質保証文書
次の報告は品質保証に提出しなければならない.
a. 化学検査報告
(b) 身体報告
c. 熱処理に関する書類
磨き工場用鋼鋳物に関する仕様
d.超音波検査報告 (修理前後)
e.磁気粒子検査報告 (修理前後)
f. 寸法報告
g. 溶接器の修理地図
h. 溶接手順と手順資格記録
i. 溶接業者資格
j. 非破壊試験検査士の資格
|
ポイント
|
構造的特徴
|
処理措置
|
試験内容
|
|
周回回り器具
|
(1)GS42CrMo4合金鋼 (企業独自の標準)
HB 220~240
(2) 半構造型,Yスペック
(3) 螺旋式
(4) 合金鋼の合理的な密封と調整構造 (企業独自の標準) |
(1) 鉄鋼の外側精製 (R-H アルゴンと真空処理)
(2) 鋳造,歯の密度の確保のために,独占冷模具の吊り砂技術
(3) 歯の表面硬さを保証する標準化 (特許技術)
その後に
(4) 粗いハブリング,解き放つ時間,関節表面を修復し,それから細かくロール
(5) 自家製の調理器
|
(1) 鋳造物の機械的性質と化学的組成 (内部規格)
(2) 音響試験後の粗末化
(3) 半加工,超音波検査や磁気粒子検査後の加工
(4) 歯の表面の磁気粒子検査,硬度試験
(5) 歯の耐受性チェック
(6) 機械のサイズの正確性を確認するための工場組装負荷試験 |

CITICICの大きなギアリングの技術要求:
表面硬化処理を正常化する前に,硬さ HB210 ~ 250; 機械性能は,究極の強度 Rb 690MPa,出力ストレスの Rs 490MPa,長さD5 11%,面積Wの減少 25%,衝撃強度 Ak 30J;歯の誘導硬化,硬さHRC50 ~ 55;効果的な硬化層深さ3 ~ 5mm.
2) 全体的な超音波欠陥検出,内部品質は2つの要件を満たす必要があります GB7233-87標準要件; 歯とフィレの磁気粒子検査,品質は2つの要件を満たす必要があります GB/T9444-88規格.
3) 鋳造は丸めていないことに注意してください R5 ~ R10.
(4) 両端の歯の切片,および (145b.5) 半径の2輪の歯の切片,各リングコップリングは,高強度ボルトで成る丸いリングの縁に沿って,歯の表面と組み合わせると,下部の中心にする必要があります.
2 大型リングギア製造プロセス
2.1 粗質
鉄鋼鋳造空は,CITIC重機械株式会社によって提供されています. 重力鍛造工場,GB11352-89標準によって実行 鋳造プロセス,溶融,鋳造試験および設計図の受付および技術要求の際には,鋼の空白
JB/T6402-92 標準に従って,承認後に発行されたチェック
ダウン手順
2.2 粗末化
引き出し,保持許可,アライナメント,接続,円内外の両方で処理,顔フレッシング,掘削,および他のプロセスを組み合わせて.
2.3 勘探事故
超音波の欠陥検出,内部品質はGB7233-87規格の2つの要件を満たす必要があります.
2.4 予備処理を正常化する
半環ペア 標準化とテンパー処理,後の表面硬化のための良い組織を提供; 熱処理後の半環ギア検査のプレス図形変形.
2.5 機械加工
最初の2半のリングは リング全体を繋ぐ高強度ボルトで作られ 全体のプロセスは 円を描き,クアンネイ・ワイの歯と上下端,そして,描き,加工 フレッシングプロセス要件.
2.6 処理ストレスの除去
ストレスをなくすために整形された.
2.7 リング表面の整体硬化
IFは,アルベオラー歯表面に沿ってインダクション硬化,硬さ HRC50 ~ 55,有効硬化層深さ 3 ~ 5mm.
2.8 最終検査
まず,検出周波数消化,硬さ リングギアコギングは,図の要求を満たす.最大外径がデフォメーション3mmより大きいサイズD6944かどうかを検出するために3つ目は,歯とフィレの磁気粒子検査,品質は2つの要件を満たす必要があります.設計図と最終検査の技術要件に従って.
私たちのサービス
CITICヘビー・インダストリーズは あなたのビジネスパートナーです
CITICICは以下を提供することができます.
1エンジニアリング用スペアパーツ - 設計と製造
2. 大量鋼鉄鋳造工場
3巨大な機械工房の能力
4訓練プログラム
5予防的なメンテナンスプログラム
6予防的なメンテナンスのサービス
7総合的なメンテナンスプログラム
CITICのフィールドサービスエンジニアは,CITICブランドグループの製品について特別に訓練を受けていますが,他のOEMブランドのサービスも承担できます.
技術者は 最先端の技術的な診断機器を備えています 性能を最適化し ダウン時間を最小限にするために 機器をトラブルシューティングします
消費品や電気・機械のスペアパーツの 供給も可能です
よくある質問
品質管理
物理化学識別センター
CITICICは,非破壊的な試験方法などの先進的な試験方法を提供する専門試験および測定研究所を所有しています
試験,工業化学分析,金属学試験と分析,機械試験,サンプル準備,メートル/長さ
計測器の検証や計量器の検査です 中国では メトロロジー研究所が リードしています
CITICICは200種類近くの先進試験機器を所有していますドイツなどの国際地から輸入された世界クラスの試験機器のほぼ20種類日本,アメリカ,
イギリスとベルギー

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。